在这里了解千眼狼最新动态
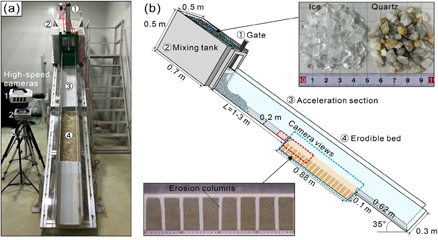
为降低PIV高速相机位移调整、标定板工艺、实验放置等引起的测量误差,PIV流场测量需应用面自标定和体自标定技术提高测量精度。
1.面自标定技术
1.1适用场景
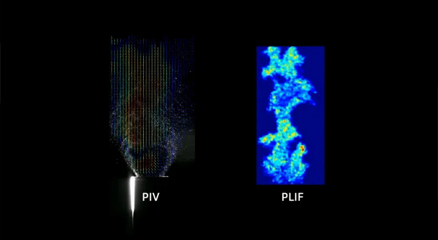
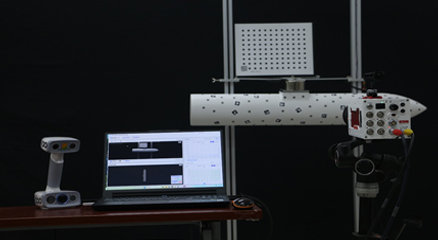
PIV-2D3C测量
1.2误差原因
建立测量空间坐标系,定义坐标原点O,指定平面内x及y轴方向时,标定板所在标定平面与激光片光所在的测量平面不重合,出现平移或旋转,导致重构出现误差。
1.3 技术原理
基于视差矢量场修正映射函数的原理
1.4 标定过程
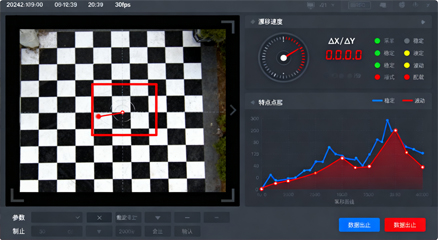
第一步:映射PIV高速相机捕获的粒子图像至标定平面,计算视差矢量场。
第二步:利用三角定位法确定经过矢量两端光线在测量空间的交点,最小二乘法拟合交点,得到测量平面在原标定坐标系下的表达式。
第三步:变换原坐标系,使测量平面成为z=0的平面,计算标定平面与测量平面的平移、旋转量。
第四步:确定交点在新坐标系下的物理坐标,拟合映射函数。
第五步:迭代直至视差矢量场收敛至足够小,得到准确映射函数。
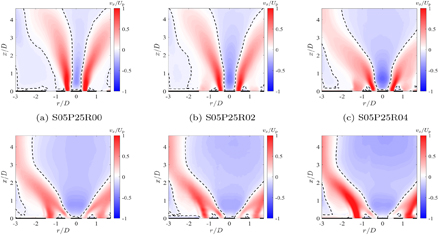
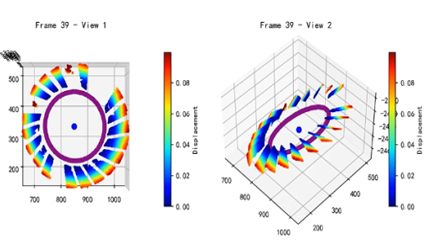
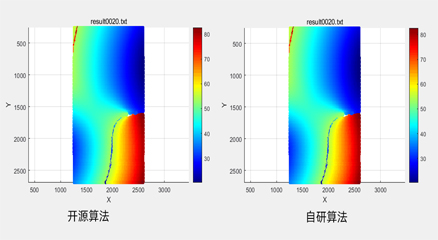
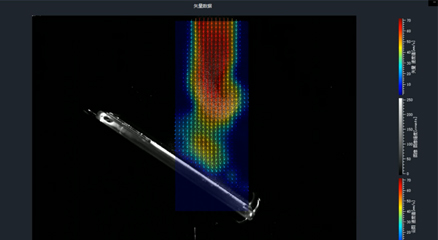
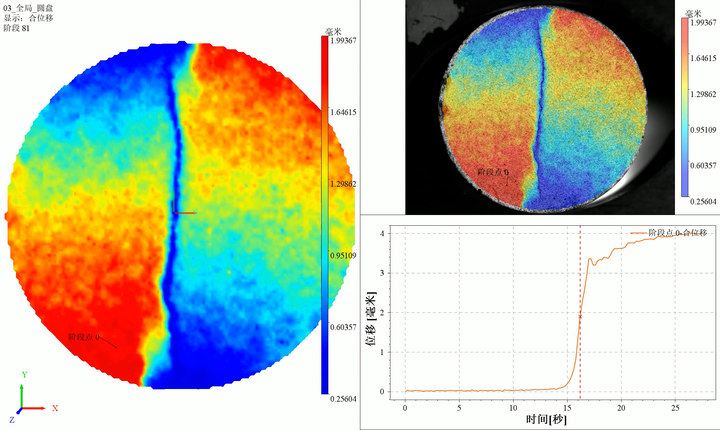
1.5 标定结果
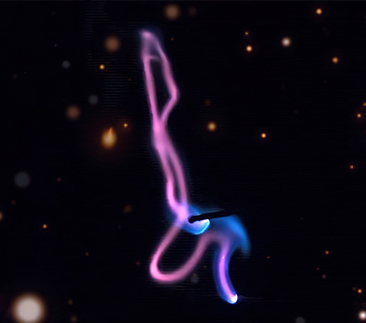
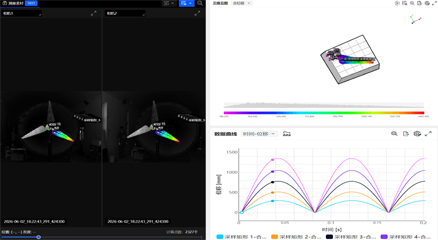
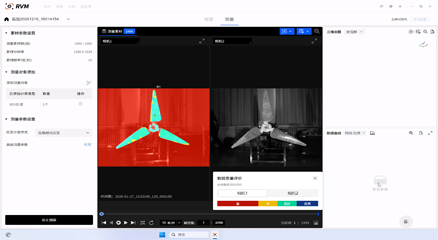
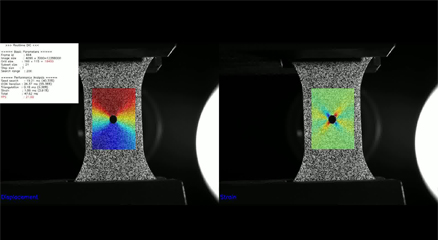
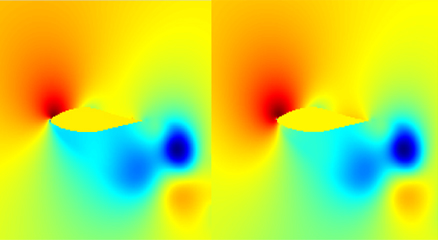
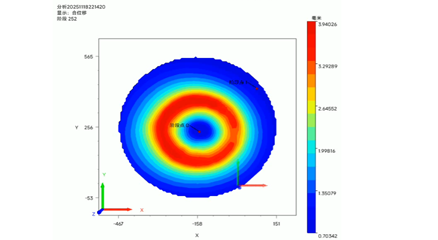
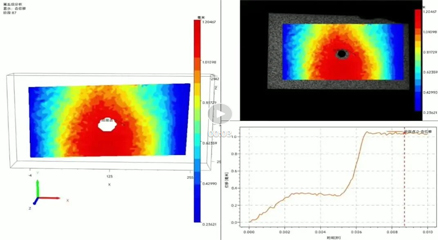
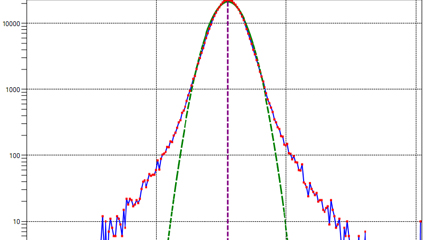
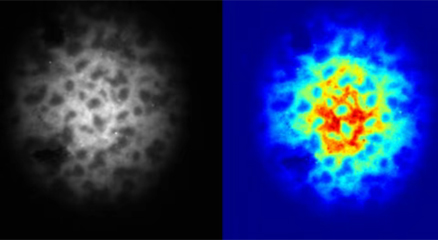
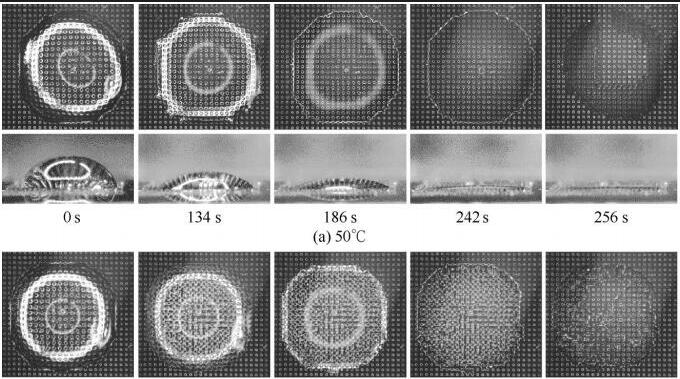
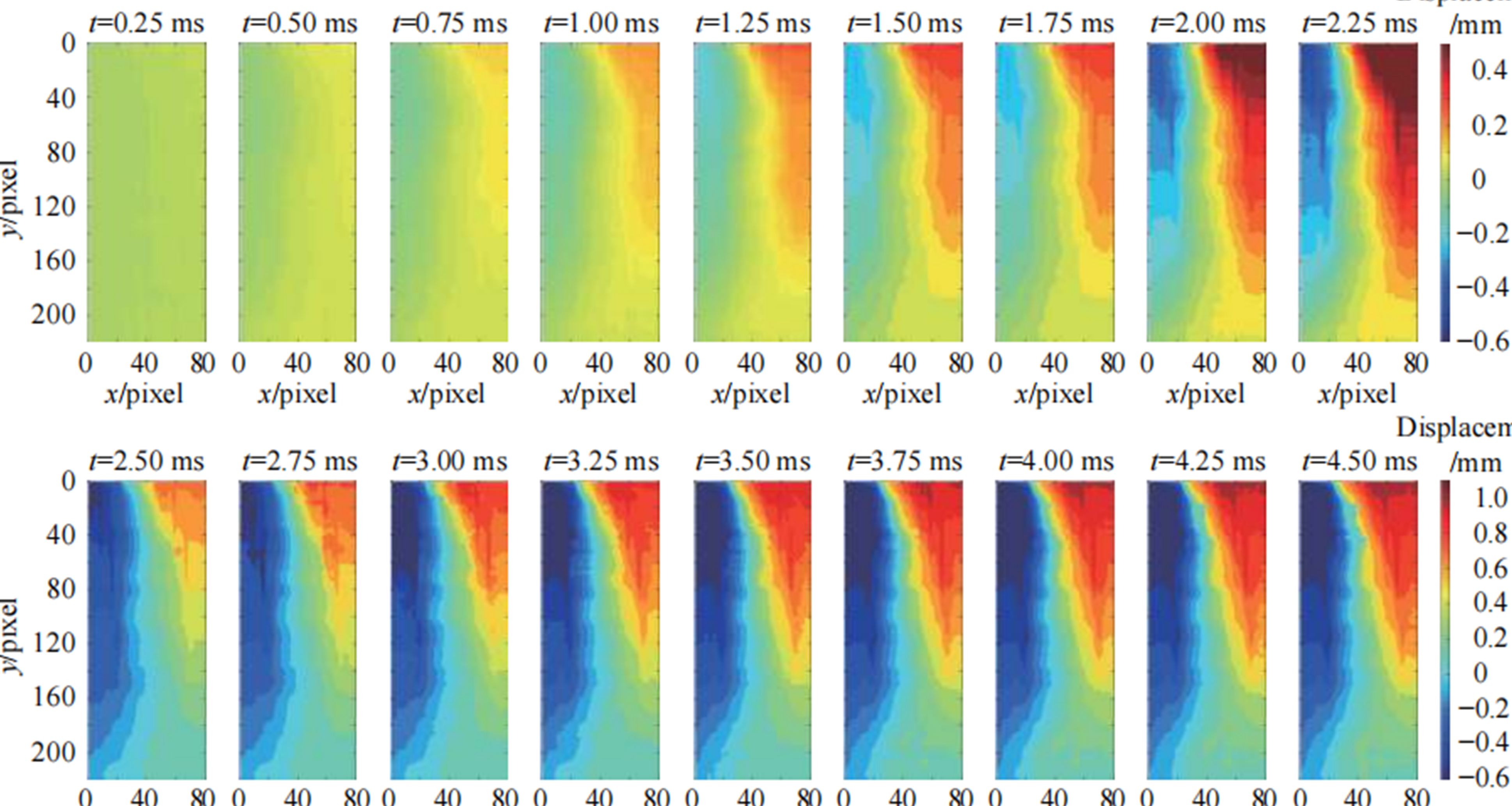
面自标定前后,粒子距离偏差由4.2159pixel降低至1.1903pixel。

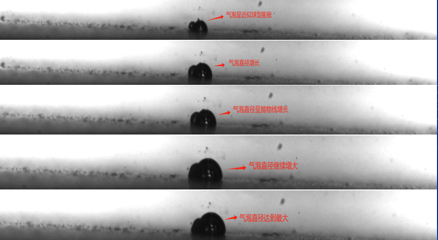
图1 面自标定前(窗口大小64×64×64)

图2 面自标定后(窗口大小64×64×64)
2.体自标定技术
2.1适用场景
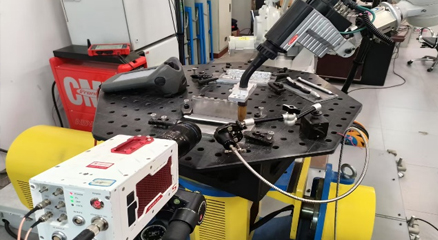
PIV-3D3C测量
2.2误差原因
标定板加工工艺或PIV高速相机位移无法精确定位导致多视图下粒子的视线不重合。
2.3 技术原理
基于采用三阶多项式的小孔模型重构算法原理。
2.4 标定过程
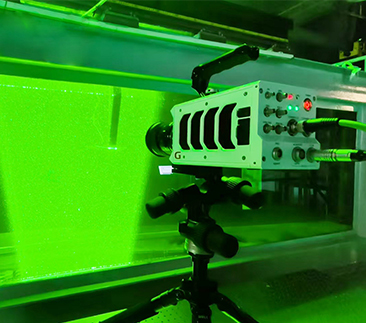
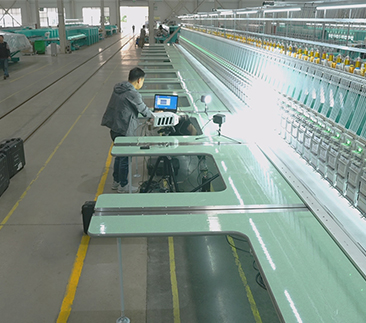
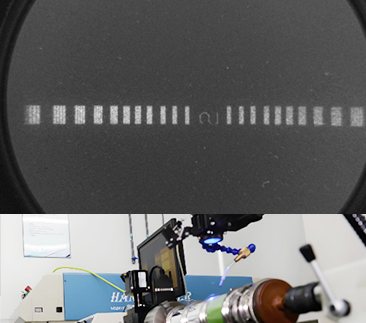
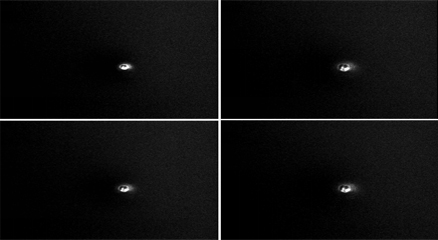
第一步:测量4台PIV高速相机捕获的粒子图像中所有粒子白色斑块的像素坐标集合S1,S2,S3,S4。
第二步:遍历S1每个粒子像素坐标,映射到体空间中,获得一串潜在的空间坐标。
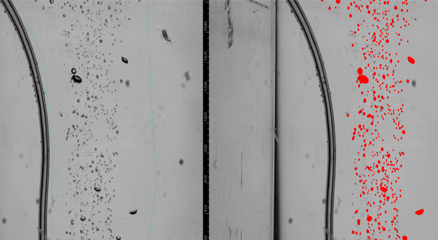
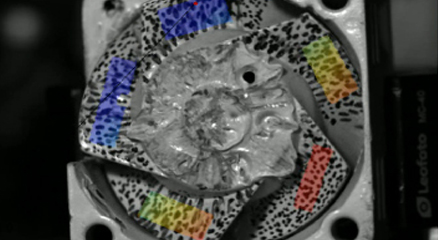
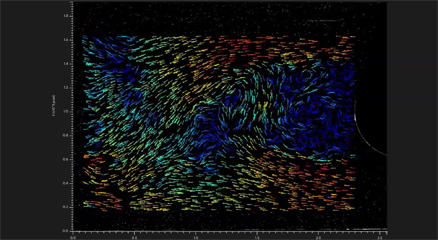
第三步:投影获得的潜在空间坐标至PIV高速相机2上,得到一串像素坐标(见下图中绿色点)和拟合后的直线方程,判断像素坐标是否满足匹配条件(视线内、距离直线<某阈值且投影点落在线段内),满足即可确定粒子空间坐标,不满足返回第二步,分析下一个粒子。投影匹配成功的粒子空间坐标至相机3、相机4上进一步验证,若投影点在S3,S4中均定位到对应粒子像素坐标,即匹配成功,否则返回第二步。重复上述过程直至定位所有匹配成功的粒子。

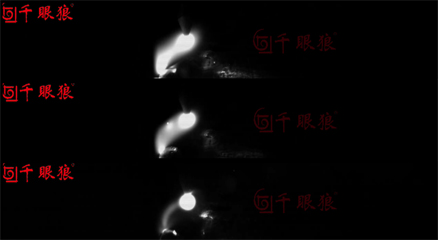
图3 像素坐标匹配示意图
第四步:建立三阶多项式算法优化模型,求解平均重投影误差最小的最佳粒子空间坐标(X,Y,Z)。
第五步:根据新的空间位置反解并更新标定模型参数。
第六步:迭代直至重投影误差达到稳定收敛状态。
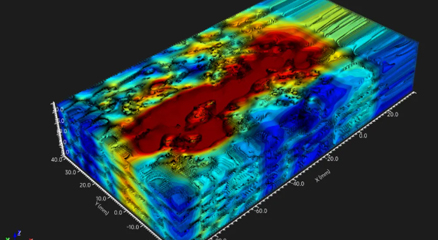
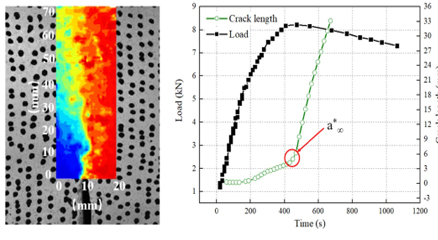
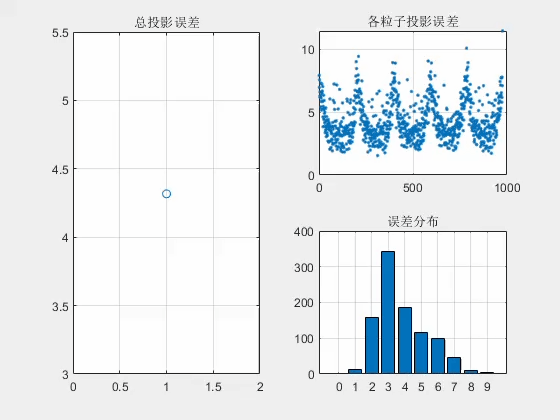
2.5 标定结果
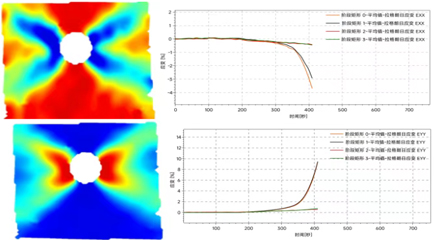
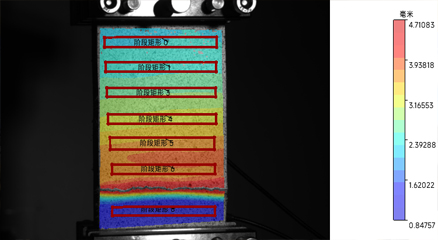
体自标定前总投影误差分布在3~4个pixel左右,迭代收敛3轮后,误差稳定在1个pixel左右,其中<1pixel的误差占比65%。

3.结语 千眼狼RFlow 2D3C, 3D3C粒子图像测速软件集成上述自标定技术,帮助流体力学研究人员获得平面三维空间和体空间内示踪粒子三维速度矢量场的准确表征。 更多详情,敬请咨询↓↓↓↓↓

微信公众号

官方抖音